闸阀阀体加工工艺及夹具设计
成组技术是根据零件在结构或工艺过程中的相似性进行分类编组,并以这些组为基础组织生产的各个环节,以减少重复劳动和提高效率。由于同阀种不同规格阀体均属相同类型的相似零件,因而可以进行成组加工。下面介绍我厂应用成组技术的原理设计用于C5112A立式车床上的夹具,组织阀体生产的情况。
加工楔式体中法兰铸钢闸阀阀体夹具在C5112A立式车床上加工DN125-300阀体(图l、表1)中法兰的夹具必须是可调整的,才能适用于表1阀体零件组中任一规格的阀体。
闸阀阀体加工工艺及夹具设计结构长度的调整为满足阀体的结构长度在325~650mm范围变化,利用C5112A立车工作台上相互垂直的T形槽,将支撑端法兰外圆的V形块直接与工作台作移动调整后连接。调整时要使端法兰压板螺栓与V形块同时移动。结构长度调至最大时,V形块不能超过工作台外圆。V形块移动时,应保证其对称面与机床轴线重合 每档尺寸的调整位置应作标记,以便重复调整时的对位。
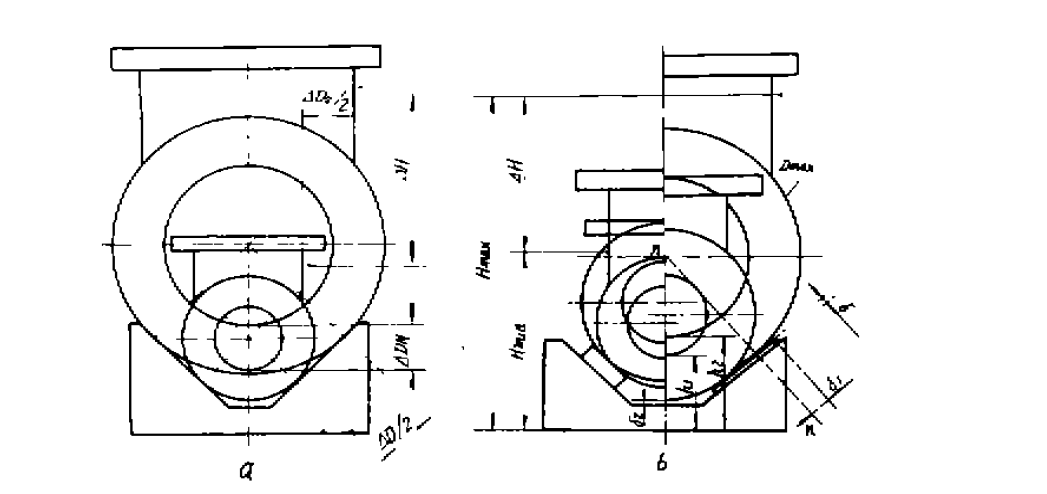
压板高度及中法兰颈央紧点的调整如图2a,对于不同规格的阀体,ADN为通径位置的变化。即压板高度的变化量,AH及AD2/2为中法兰颈夹紧点位置的变化,AD/2为端法兰外圆与V型面接触位置的变化量。以上各变化量,除AD1/2可直接在立车工作台上的T形槽中作移动调整外,其余的变化量均由夹具调整,故希望尽量减少尺寸变化范围,便于夹具的结构安排。
该夹具(图5)既能保证两密封面的加工精度,又有很强的通用性,调整及操作迅速方便,表3为该夹具在C5112A立车上加工阀体的范固,也可用于相应口径及压力的API阀体密封面的加工。
定向座(图7)的尺寸与阀体(图8)尺寸有关。找出各规格阀体中最小的H ,可以确定不产生干涉时,定向座的最大尺寸 。而加工最大阀体中心高H 时。定向座不应超过5度斜模,若超过则必须在立车允许的回转半径内,由此可定出 。按上述定出的t及f可使定向座与5度斜模既满足通用要求,又具有较长的配台长度,有利于保证夹具的定向精度。图7由尺寸B、ht、hz而确定的中法兰平面定位点,由阀体组的L及D决定,定位点应在D 所围成的圆环内。图9阴影部分为按不同阀体的L、Dt、D 画出的公共定位面。在公共定位面上取点,取点原则为高度尽量低,开档尽量宽,点尽可能居中。至此可确定出用少数
图2b将阀体分两档进行定位,小规格阀体利用厚垫块,大规格问体用薄垫块,因此减小了1、H、ADN及△D/2,缩小了调整尺寸,并可降低V形块的高度。由于AH较大,为保证可靠的夹紧,应使中法兰颈的夹紧点尽量向上靠近中法兰背面。
本夹具除选择了较为合理的精度及热处理外,还采用了镍磷镀层新工艺以提高耐磨性,使夹具具有较好的精度保持性。该夹具经投产使用证明,通用性强,定位准确,调整迅速,装卸方便,便于管理。
成组夹具是适合一个零件组成组加工的专业化可调整夹具,是针对一组相似零件而设计的任意零件。使用成组夹具可以解决产品规格多,批量少,生产中需频繁更换专用夹具的矛盾,人为地扩大了生产批量,提高了效率和精密设备的利用率。减少了辅助工时及夹具管理的围难。阀门产品零件种类少,相似性尤为显著,因而十分适宜采用成组技术进行生产。



